

Discover Exxelia's custom power transformers & inductors at PCIM 2019, Booth #136. High power, low loss solutions for advanced converters.
Exxelia will exhibit custom design power transformers and inductors as well as capacitors at PCIM in Nuremberg, Germany, from May 7th to 9th 2019 in booth #136.
Notable at Exxelia’s booth #136 will be custom design power transformers & inductors such as:
FERRITE TRANSFORMER 100kVA-20kHz
This transformer combines high power up to 100kVA, at very high frequency 20kHz, while still providing a weak leakage inductance. Used in an isolated DC/DC converter, its unique morphology made of U and I 126 magnetic circuit improves considerably thermal dissipation while the litz wire winding reduces high frequency losses. Characterized by a primary circuit at 540V / 350Arms and a secondary winding at 270A, this transformer ensures high performance and maximum leakage current reduction.
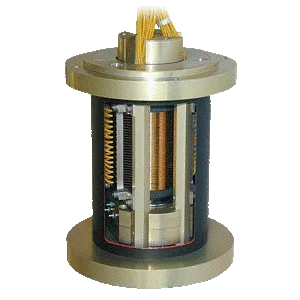
3 PHASE INDUCTOR 3x5,5mH-9kHz
Used in a high performance converter, this three-phase common mode choke withstands the highest current up to 580A thanks to the use of copper bar for winding while ensuring a minimal inductance of 1,4mH and filtering the far-reaching noise. This deisgn is characterized by its extreme reliability thanks to its magnetic circuit made of 24 nanocrystalline tores, chosen to guarantee a stable inductance value across the temperature range -30°C to +140°C.