

News
Exxelia SVM’s Advanced Multilayer Laminated Busbars for Power Electronics
Exxelia SVM Private Limited is proud to offer a comprehensive range of bus bars tailored to the demanding requirements of power electronics applications.

Exxelia Unveils New Website
Exxelia has launched its new website, designed to offer an improved user experience.
Exxelia Ohmcraft Powers NASA’s Europa Clipper with Custom Resistors for Pioneering Space Mission
Over 20 custom resistors are key to Europa Clipper’s advanced scientific instruments, critical for exploring Jupiter’s moon

Exxelia expands footprint in India with strategic investment in SVM
Enhancing its Magnetics offering for Medical and adding Busbars to its power electronics passive components portfolio.

Discover our range of Exxelia Alcon film capacitors
As the transportation industry advances, the demand for reliable, high-performance electronic components becomes increasingly critical.
Discover the power of MML™ film Capacitors
With unparalleled energy density and a host of advanced features, these capacitors are revolutionizing design possibilities and performance standards in satellite constellations and beyond.

Exxelia inside eVTOLs
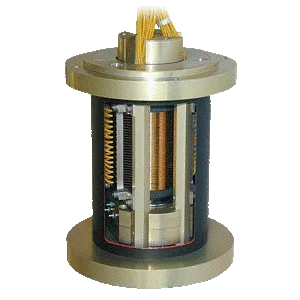
Exxelia's Smart Magnetics initiative introduces a groundbreaking approach to electrical converters, specifically tailored to meet the demanding requirements of eVTOL (Electric Vertical Takeoff and Landing) vehicles.

Smart Magnetics Innovation: Enhancing Next-Generation Resonant and Bidirectional Power Converters
Exxelia introduces groundbreaking innovations in smart magnetics technology, specifically tailored for resonant bidirectional power converters. These advancements are set to redefine efficiency and performance standards across a spectrum of applications.

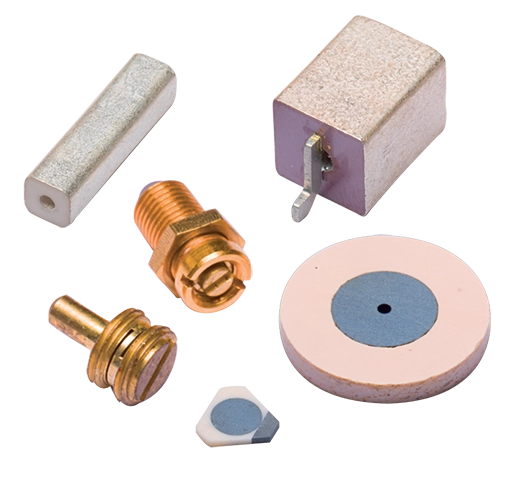
Exxelia to showcase advanced Microwave Capacitors and Ferrites at IMS Microwave week 2024
At booth 2108, Exxelia will highlight its main RF/Microwave capacitor ranges: Super HiQ & High-Power High-Q CP/CL series
100+
years old
Exxelia's oldest company was founded in 1921
3100
employees
NASA
certified
50+
Years
Of combined Micropen processing & materials experience
13
locations
Across 5 countries: France, USA, Morocco, India and Vietnam