Our presence at Electronica 2022
This year, Exxelia was able to exhibit its products this year in three distinct clusters, reflecting three particular areas of activity:
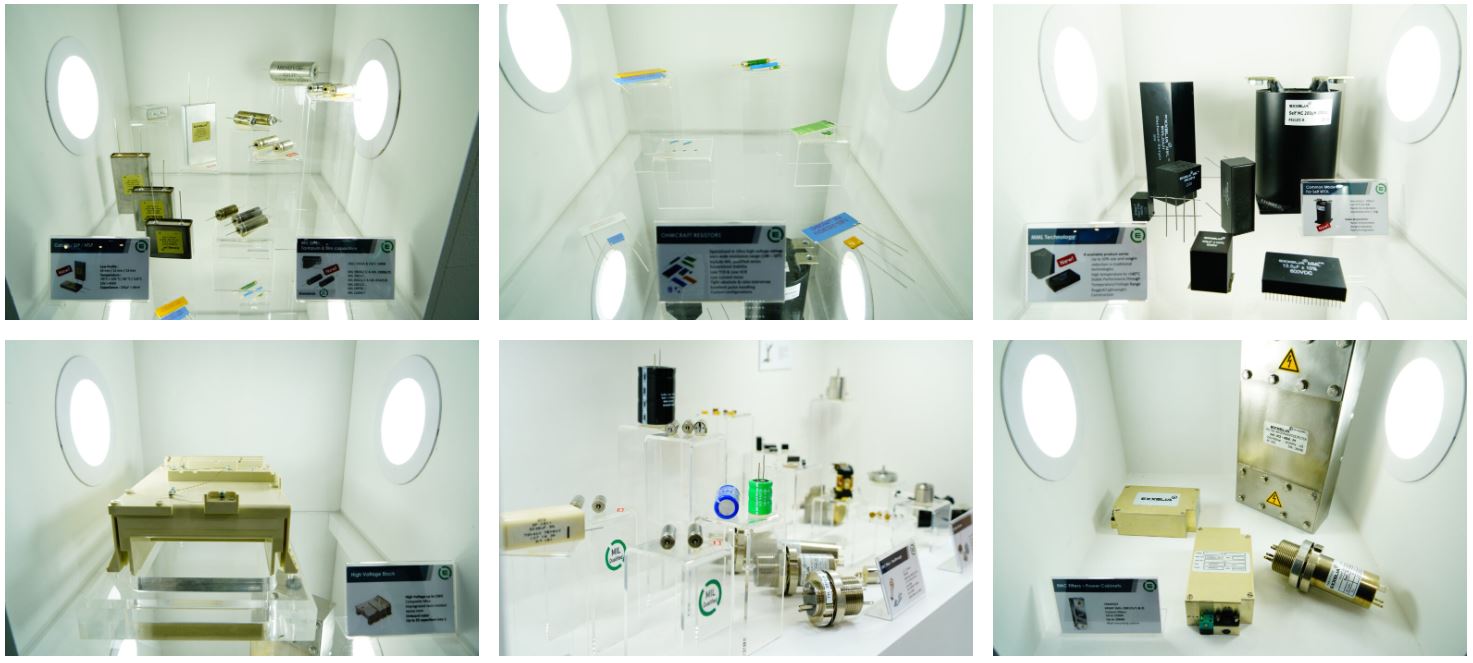
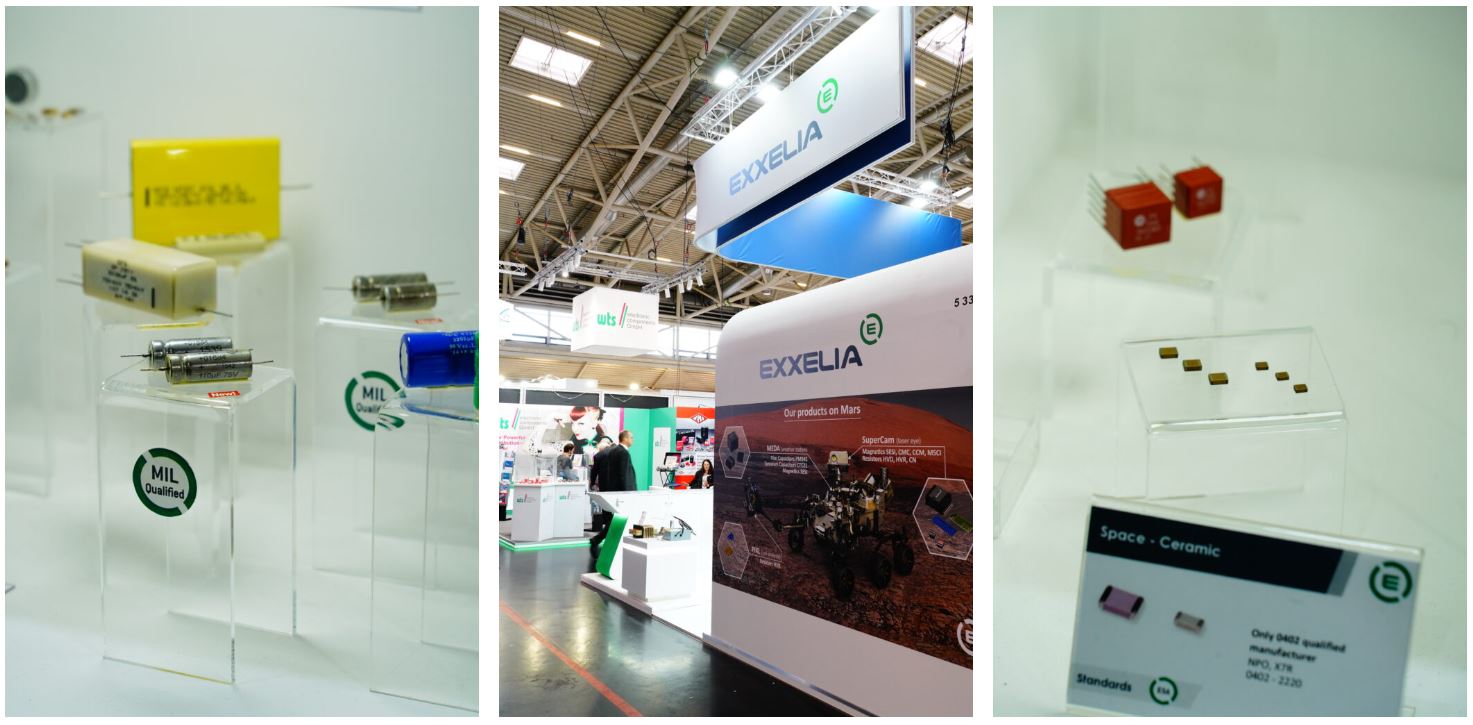
Aircraft & Space
Embedded Products cluster, bringing together components that can be mounted on a satellite, radar or aircraft, we were ready to introduce two innovations that are particularly well suited to the challenges of the aviation of the future and the objectives of decarbonisation of the air. Its latest film capacitor innovation called MML™ (named after its "Miniature Micro-Layer" dielectric) shows an energy density up to 4 times higher than other film dielectrics. MML® technology makes power capacitors smaller, lighter and compatible with higher temperatures, and is therefore particularly suitable for DC-Link, decoupling & charge-discharge applications.
Alongside MML™ components, we presented the latest innovations in magnetic components, saving up to 40% in weight and 20% in volume while dissipating more power, some of which have been designed for eVTOL applications, as well as the CCM & Dual Active Bridge multi-output transformers.


Rail & Energy
Exxelia showed Alcon capacitors for the first time at its Rail & Energy cluster. Alcon is one of India's leading designers and manufacturers of standard and customised aluminium electrolytic and film capacitors for niche markets. Alcon supplies many of the components used in trains, electrical charging stations and power generation systems. Exxelia's film and ceramic capacitors for signalling systems, as well as current and instrument transformers, and resistors was presented on display.




Medical
Exxelia Micropen & Exxelia Ohmcraft components was showcased at Electronica for the very first time with a unique offering for the medical sector. Indeed, Exxelia Micropen's unique additive printing technology is widely used for disposable medical equipment such as endotracheal tubes or surgical ablation tools, and high voltage resistors are used in laboratory equipment such as mass spectrometers or thermal cyclers.