What you should know about Wound Magnetics Technologies ?
Discover the basic information about Wound Magnetics Technologies, to improve your choice
EXXELIA designs and manufactures magnetic components including wound magnetics, inductors, transformers, motors, sensors and actuators for high voltage, high temperature and power applications.
Products are optimized to meet the most demanding applications requirement thanks to a strong design expertise, EXXELIA masters High-Grade technologies: Chameleon Concept Magnetics (CCM), standard linear and toroidal, toroidal transfer molded technology (TT), SESI planar / Low-profile and aluminum foil winding.
> See our Wound Magnetics Technologies in catalog
DESIGN CAPABILITIES
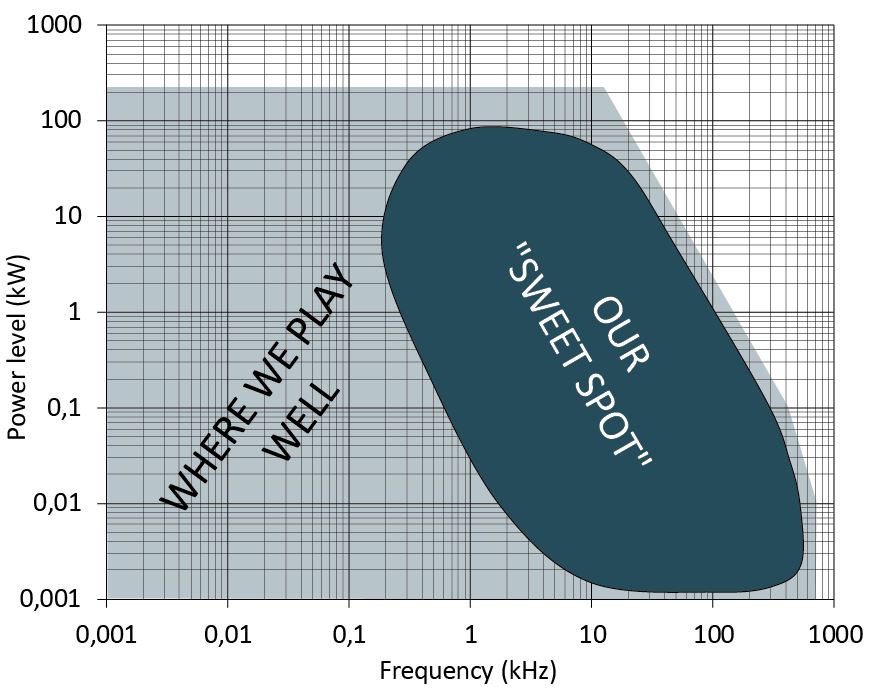
Exxelia designs magnetics for most applications:
- Switch-mode power supply including new
- and unusual architectures
- 360-800Hz Power supply
- (single and multipulse)
- 50 Hz power supply
- Current and Voltage measurement
- Lighting - Ignition
- Pulse transformer (gate drive, data)
- Micro inductor
- Audio-frequency
- Electromagnets etc.
Exxelia designs magnetics up to:
- 200kV dielectric strength
- 20kV operating voltage …
- 240°C operating temperature
- According to the main aerospace
- standards
- ESA ESCC 3201
- MIL-STD-981
- MIL-PRF-27
- D0-160 etc
SWITCHED MODE POWE SUPPLY
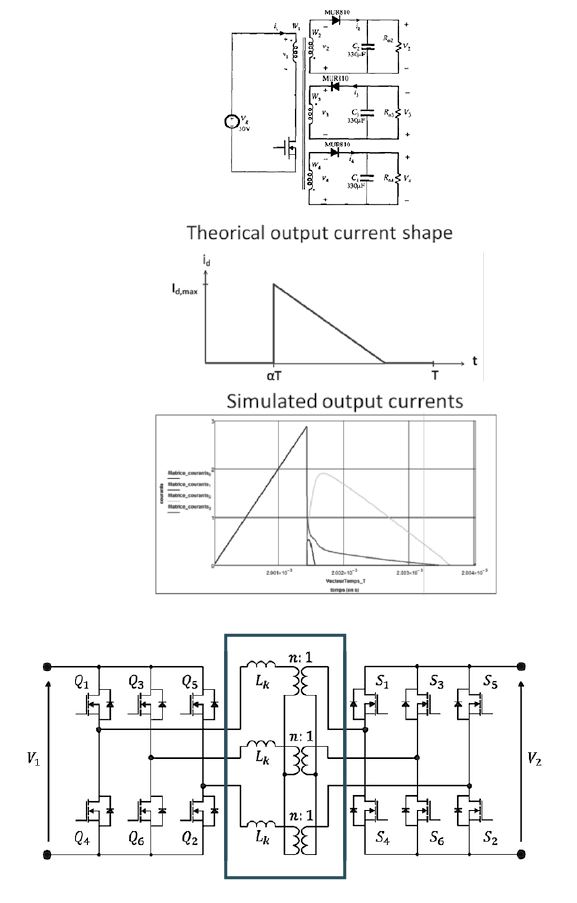
Cross regulation in multi output Flyback converters
Exxelia has been working on this subject in order to understand the phenomenon, identify the cause(s) and find solutions to avoid the use of linear regulators consuming energy
The identification of a relevant magnetostatic model of the transformer and its electronic environment are necessary for analysis of the phenomenon into circuit simulation software like PSIM or PSPICE. This allows to evaluate the influence of the model parameters and the other components of the converter on the variability of output voltages.
The key point is then to link the product manufacturing technology to the parameters of the model, in order to reduce cross regulation thanks to the optimization of windings arrangement.
The work on this topic allows a precise control of the output voltages on the most sensitive windings.
Dual Active Bridge, small size & high efficiency
The dual active bridge is a topology more and more used to supply batteries because it allows bidirectional energy transfer with the network.
Exxelia is developing high reproducibility technology to integrate inductors in the transformer:
Example :
3 Transformers in each power supply
Each transformer incorporates virtual inductance Lk
15 kW combined output @ 100 kHz switching
Taps provide flexibility for 350 V / 700 V input & 28 V or 56 V output (up to 430 A)
Exxelia value proposition: Small size, high efficiency, competitive cost despite
multiple high current outputs and integrated inductors.
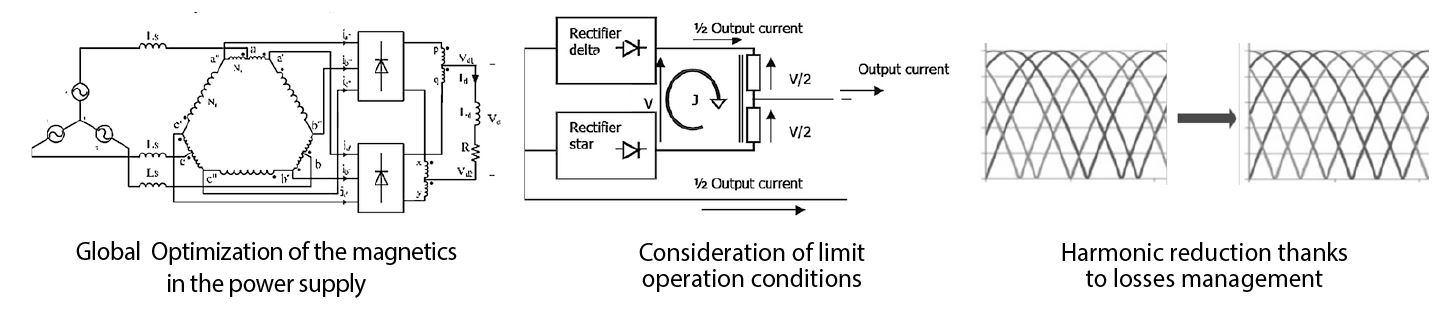
360-800Hz MULTI PULSE
Exxelia developed a specific knowledge to optimize the design of single and multi-pulse magnetics for 360 – 800 Hz power network.

ACCURATE MEASUREMENT TRANSFORMERS (0.1%) FOR CRITICAL APPLICATIONS
Real-time, detailed knowledge of the voltages and currents is becoming increasingly important to ensure the proper operation of electrical networks. This is as true for the aeronautics market as it is for the industrial market.
Measurement transformers, whether current or voltage, are sensors. They must faithfully transmit a signal level in a highly variable environment (excitation, frequency, temperature) which influences their characteristics.
Exxelia developed a designing method that takes into account all environmental conditions. The behavior of the sensor is modeled by a transfer function that depends on transformer characteristics and on the load resistance.
Depending on the application and the targeted accuracy, Exxelia defines the best operating point of the sensor by calculating the worst case errors with respect to the variability of the model parameters.
Exxelia designs sensors with an accuracy of up to 0.1%.
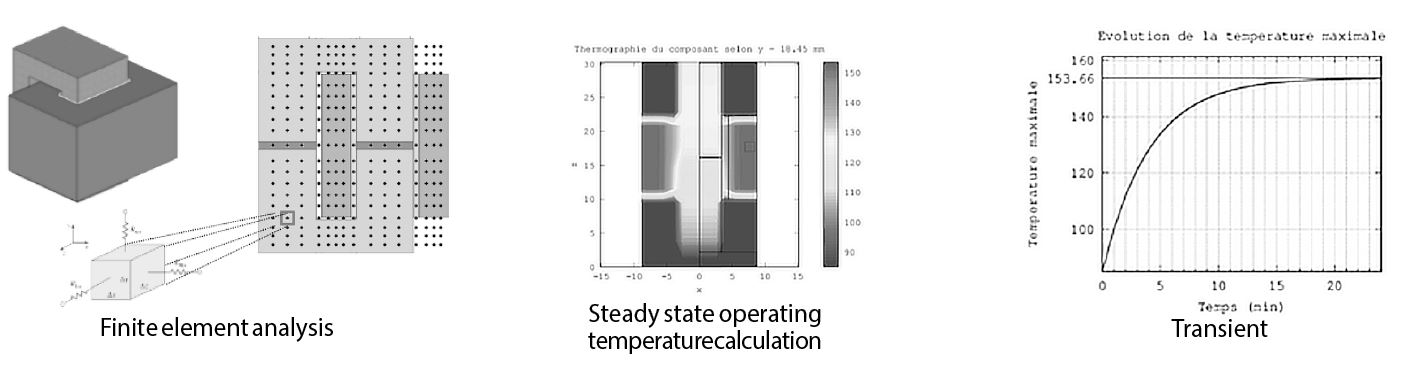
THERMAL MANAGEMENT, A PATH TO MINIATURIZATION
For Exxelia, better thermal management translates into miniaturization of the component.
Indeed, thanks to an accurate calculation of the maximum operating temperature, Exxelia can design the smallest component able to transfer a given power.
The calculation of this temperature requires the knowledge of the heating sources (core and copper losses) and the component thermal behavior.
Exxelia uses a calculation method to do the best use of core losses data and improve them by developing partnership with core manufacturer
The copper losses due to Eddy current are taken into account by Exxelia through the identification of the overriding causes and the use of the most relevant analytical approaches to evaluate them.
The calculation of the operating temperature from the losses requires to determine the thermal resistance, which varies according to the ambient temperature, the power dissipated and the exchange conditions with the environment.
Exxelia performs measurement campaigns to determine the thermal resistances and their variation for its qualified technologies and for most of the standard ferrite shapes. In particular, the influence of natural convection is taken into account to address products for Space.
When more detailed analysis is required, Exxelia has developed a unique thermal simulation software, based on finite element calculation and dedicated to magnetic components to make its use easier and faster.
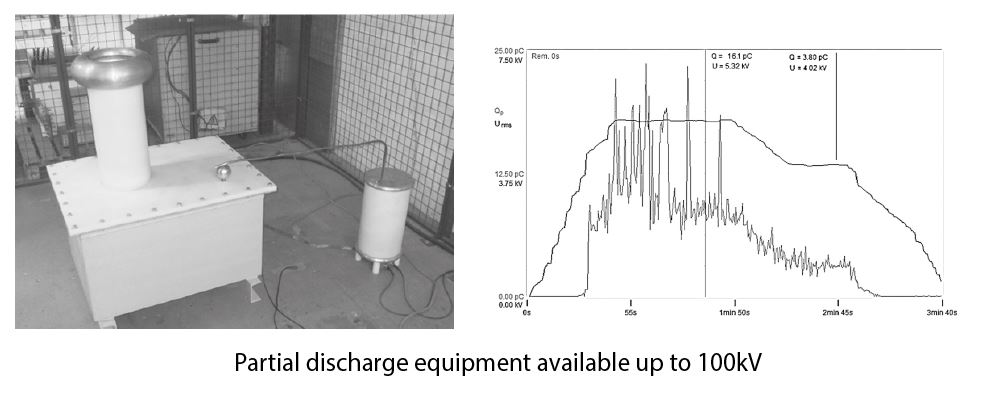
HIGH VOLTAGE AND ELECTRIC FIELD CALCULATION
Exxelia developed specific design skills to anticipate voltage increase requested for aircraft and space embedded application. High voltage topic is mastered with both dedicated test equipment (up to 100kV) and electric field calculation knowhow.
Electric Field mitigation:
In high voltage applications, local high electric field E [kV/mm] can lead to a premature aging of intulating parts ou insulators? (Partial discharge) and finally to an electric failure.
Simulation in the design phase, using finite element calculations with a 2D or 3D electrostatic software allows Exxelia to reduce high field areas and increase lifetime.
Example: Electric Field, Iso-Voltage values
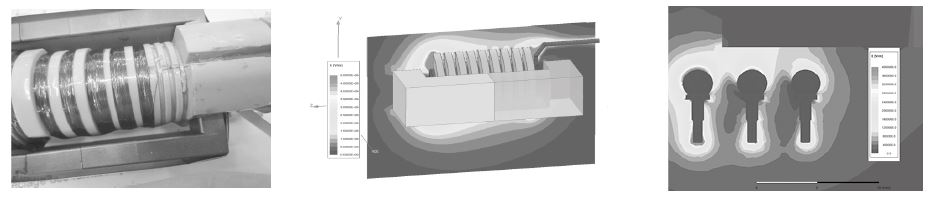
Custom High Voltage Transformer
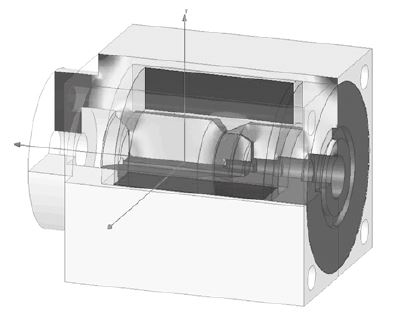
ELECTROMECHANICAL DEVICES
Exxelia engineers use advanced finite-elements simulation software to model and analyse electromagnetic behaviour.
EXXELIA can provide a high added-value support for electromechanical devices optimization through electromagnetic and thermal calculations (weight reduction, torque increase, losses reduction, etc…):
• 2D and 3D calculations:
Magnetostatic: B[T], J[A/mm²], L matrix (function of current)
Electrostatic: E[kV/mm], C matrix
Eddy current (AC) in magneto-harmonic
2D transient coupled multiphysics (electric + magnetic + circuit)
• Specific analysis:
Optimization under constraints
Parametric analysis
Sensitivity analysis
CAD geometry and circuit import/export (step, Catia, Spice, … )
Some calculations: Torque [N.m], Force [N], Resistance [Ω], Losses[W], L matrix [H], C matrix [F]
Some applications: linear or angular electric motor, electromagnet, linear or angular actuator, proportional valves, position sensor, etc… Proportional Hydraulic Valve
Topology analysis:
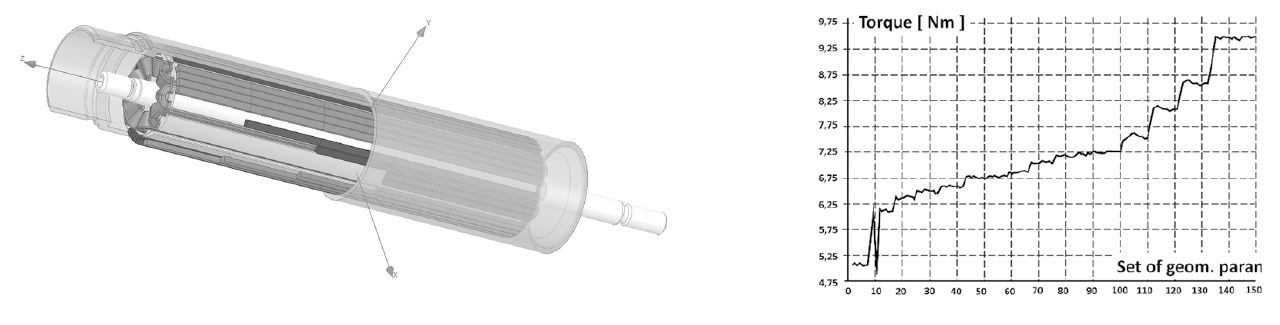
Based on an extensive experience, Exxelia can offer the best topology dedicated to an application or look for the best performance within a given space:
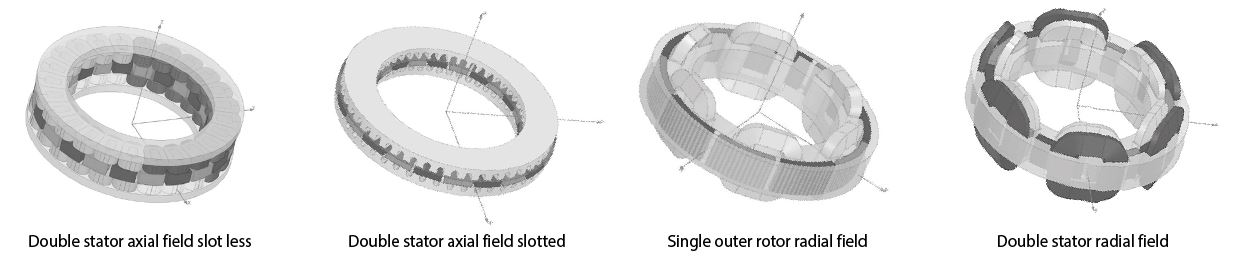
Torque, field and geometrical optimization
> See our Wound Magnetics Technologies in catalog
How Exxelia supports the key processes ?
Cleaning procedure
The cleaning of the PCB boards is evolving from solvent (as isopropylic alcohol,...) to highly alkaline water based cleaning medium.
EXXELIA has performed an extensive study to offer robust technologies to withstand these current cleaning processes. The qualification procedure has included thermal shock, burn in and
Mechanical testings.
EXXELIA has defined gluing, marking, varnishing processes that allow the products to go through more than 5 cleaning cycles and operating up to 180°C.
Processes compliant to ESA and NASA outgassing standards have also been defined for products specified up to 140°C.
Wire integrity
EXXELIA has qualified specific processes to ensure wire integrity for better insulation. The wire undergoes mechanical, chemical and thermal stresses during the winding and cabling process steps. EXXELIA has set up a dedicated process to reduce the impact of these manufacturing steps and improve the overall reliability of the wires and products.
Finishing
EXXELIA offers several types of components: Surface Mounted Device, Through Hole or lead terminations products, system integrated components.
Packaging
Products are available on trays and, upon request, on reels for easy pick and place, ESD compliant
EXXELIA products offer components compliant to IPC/JEDEC standard J-STD- 020 with TP = 260°C and tP = 30 seconds.
Exxelia is a manufacturer of complex passive components and precision subsystems focusing on highly demanding end-markets, applications and functions. Exxelia product portfolio includes wide ranges of capacitors, inductors, transformers, resistors, filters, position sensors, slip rings and high-precision mechanical parts serving numerous leading industrial areas such as aerospace, defense, medical, rail, energiy and telecommunications.
Thanks to extensive design capabilities and a robust development process, Exxelia is recognized for its ability to quickly evaluate application specific engineering challenges and provide cost-effective and efficient solutions. For requirements that cannot be met by our catalog products, we offer custom configurations: upgraded performance, custom geometries, robust packaging.
EXXELIA Magnetics business unit has more than 40 years experience in the design, industrialization and manufacturing of magnetics for Space, Civil Aviation, Defense, Oil & Gas, Medical, Railway and Industrial niche markets.
EXXELIA actively works in partnership with the customer from prototype phase to production series.
EXXELIA has several production sites including low cost factories. All Magnetics sites are EN/AS9100 qualified. EXXELIA can therefore offer the most competitive solution to the customer.
EXXELIA offers PCB mounted components, ruggedized medium power magnetics subassemblies as well as stators & rotor and actuators. EXXELIA has a large technology portfolio including High-Grade platforms for demanding market and a strong manufacturing heritage.
The customer benefits from EXXELIA design expertise and know-how for their design to specifications and built-to-print requests. Both catalog and custom products are available. The qualification of technological innovation and the definition of the related design rules allow EXXELIA to offer cost effective optimized solutions.
Customer benefits
- Time to market:
Available qualified technologies for harsh environment
Strong heritage in Space
- Optimised solutions:
Co-design through partnership with technical teams
High expertise in complex designs
Knowledge of the applications
Industrialisation know how
- Cost effective solutions:
Reduced Non recurrent Cost, Low Cost Country Sites
- Obsolescence management.
> See our Wound Magnetics Technologies in catalog
EW SPACE, Constellation, SPACE 4.0:
EXXELIA is the right choice due to strong space heritage, qualified technologies and multiple choice of manufacturing locations: USA, Asia, North Africa, Europe.
Quality System & Validation Capabilities
EXXELIA masters, fully implements and maintains all the main international and customer standards, specifications, regulations and requirements for the design, manufacture, inspection and testing of magnetic components and for EHS and quality management:
Space magnetics:
Europe:
ESA: ESCC 3201 family of specifications,
ESCC 20400, ESCC 20500, ESCC 23500
QPL series:
ESCC32/008, ESCC3201/009 & ESCC3201/010
QML ESCC3201/011 & ESCC3201/012
Technology Flow:
CNES: RNC-CNES-Q-ST-60102, RNC-CNES-Q-60103
USA - Japan: MIL-STD-981, MIL-PRF-27
Aeronautics and Military magnetics:
USA:
MIL-STD-981, MIL-PRF-27, MIL-HDBK-1553,
MIL-PRF-15305, MIL-PRF-21038, MIL-PRF-39010,
MIL-PRF-83446.
Environmental conditions and tests:
Europe: EUROCAE ED-14, ,
USA: RTCA DO-160, MIL-STD-202.
Environment, health and safety:
EC 1907/2006 (REACH), 2002/95/EC (RoHS)
EXXELIA is manufacturing RoHS products by default. Non RoHS should be specifically requested.
EXXELIA maintains a comprehensive and up to date data base of all chemicals to closely follow the REACH status.
Quality management:
EN/AS9100 and 1509001 family of standards
Major aerospace customers standards.